

Den patenterade processen möjliggör formpressning vid lägre tryck, vilket sparar på utrustningens kapitalkostnader för panelproduktion. #lim #utanför autoklaven #arkformningsmassa
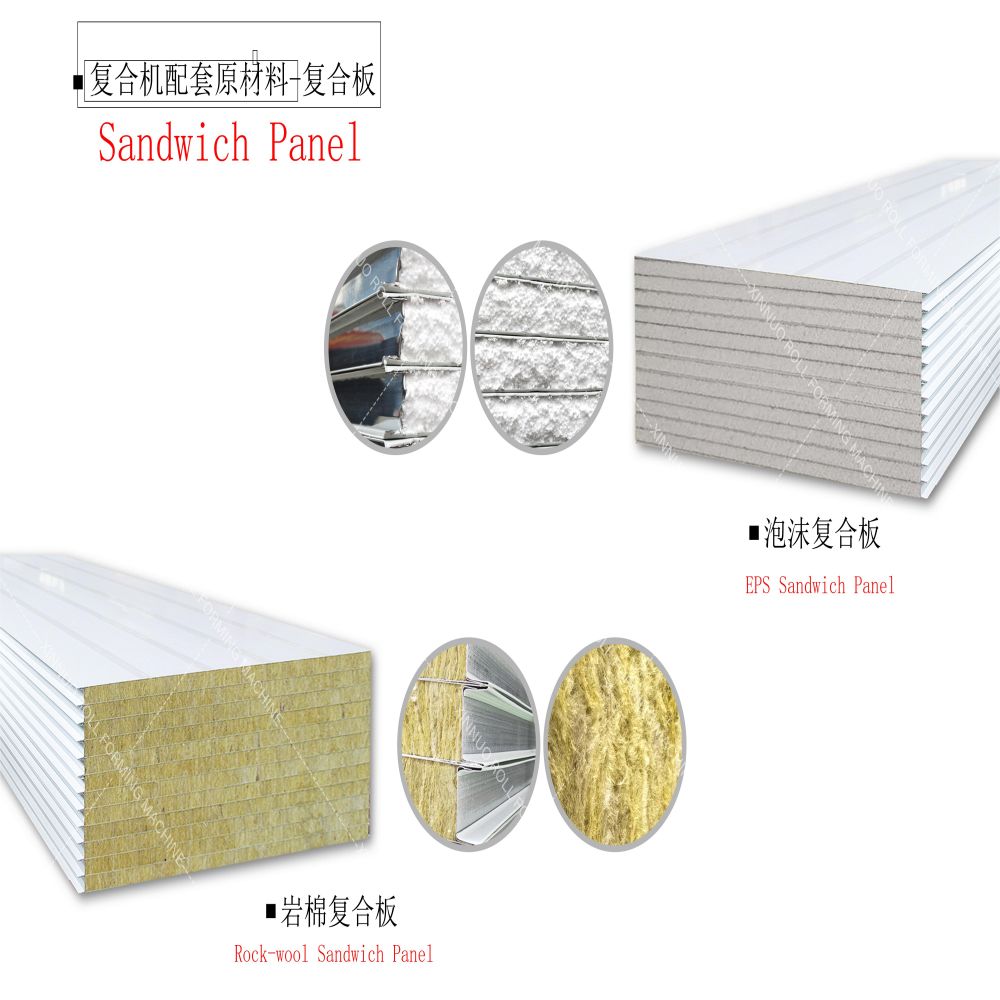
Det kan se ut som en trädörr, men det är faktiskt en skiktad kopia av SMC-ytan, gjord med Acells nya SMC-formningsprocess. Denna process använder en kärna av fenolskum för att skapa dörrar och andra byggnadspaneler genom engångsgjutning med lågt tryck. Källa: Asell
Den här bilden visar installationen av pressen. Notera den upphöjda skenan som är synlig uppe till vänster som stöder PiMC-robotspraysystemet för pulverlackering. Källa: Italpresse
Tvärsnitt av en pressad panel (utan träram) som visar hur SMC-hartset penetrerar de öppna cellerna i skumkärnan och skapar en mekanisk låsning för att förhindra delaminering. Källa: Asell
Acell-paneler finns i hundratals ytbehandlingar, inklusive marmormönster, som visas här. Källa: Asell
Steg 1: Under gjutningen skapas först en förnicklad aluminiumform med hjälp av en kompositmaster för att återskapa den önskade ytfinishen. Denna bottenyta är en typisk dörrpanel. Källa: Asell
Steg 2: Negativet av den glasfyllda formmassan (SMC) placeras på verktyget; i ett produktionsscenario appliceras först en ytslöja på formen för att bibehålla en jämn ytkvalitet. Källa: Asell
Steg 3: Dörrpanelen innehåller vanligtvis en träram, så att du kan borra hårdvaruhål i den färdiga dörren eller panelen och skära den för att passa din installation. Källa: Asell
Steg 4: Acells patenterade fenolskum (i huvudsak brand/rök/virus) placeras i trästommen. Källa: Asell
Steg 5: Placera det översta arket med SMC på frigolit- och träramen och forma det andra yttre skalet på SMC- och frigolitsmörgåsen. Källa: Asell
Steg 6: Jämför den färdiga panelen med formuläret. Observera att löst skum gör att du kan återskapa panelernas konturer. Källa: Asell
"Om du bygger det kommer de att komma" kan vara ett slagord i Hollywood, men det beskriver också den framstegsstrategi som kompositindustrin ibland använder sig av – att introducera övertygande innovationer i hopp om att marknaden kommer att utvecklas över tiden. Anpassa och acceptera det. Acells sheet molding compound (SMC)-teknik är en sådan innovation. Patenterad över hela världen 2008 och introducerad i USA 2010, denna process ger en kombination av material och process för högpresterande anpassad sandwichformning. Kapitalutrustningskostnaden för panelerna är mycket lägre än konventionell formpressning.
Uppfinnaren av denna innovation är den italienska kemiteknikkoncernen Acell (Milano, Italien), som har producerat en unik fenolskumkärna med öppna celler för brandbeständiga byggnadskonstruktioner i 25 år. Acell ville hitta en bredare marknad för sina skumprodukter och utvecklade en metod för att använda skum i kombination med SMC för att effektivt tillverka dörrar och andra panelprodukter för byggmarknaden. Teknisk partner Acell Italpresse SpA (Bagnatica, Italien och Punta Gorda, Florida) designade och byggde en komplett produktionslinje för tillverkning av kompositpaneler enligt specificerade parametrar. "Vi tror på vår affärsmodell för att skapa processer och produkter för global användning", säger Acells Chief Commercial Officer Michael Free.
Kanske har han rätt. Detta skapade ett stort intresse i branschen. Faktum är att Ashland Performance Materials (Columbus, Ohio) har bildat en strategisk allians med Acell för att marknadsföra denna teknik i Nordamerika. Acell-processen tilldelades också 2011 Composites Excellence Award (ACE) av American Composite Manufacturers Association. (ACMA, Arlington, Virginia) Kategori för processinnovation.
Den nya formningsprocessen är en kristallisering av en stor mängd forskning och utveckling av sandwichpaneler. Dave Ortmyer, COO för Italpresse USA, förklarade att befintliga kompositdörrdesigner tillverkas genom en flerstegs och arbetsintensiv process som inkluderar tillverkning av den inre ramen, laminering av SMC-skalet, montering av komponenterna och slutligen hälls polyuretanskum inuti för värmeisolering. Däremot producerar Acells process en likvärdig dörrpanel i bara ett steg och till en betydligt lägre initial kostnad. "En traditionell SMC-dörrskinnsform kan kosta upp till $300 000," sa Ortmyer. "Vår process kan ge dig en färdig dörr på en gång, kostnaden för verktyg kommer att vara $20 000 till $25 000."
Material spelar en nyckelroll i processen. Till skillnad från de flesta fenolskum, som är mjuka, sköra och ömtåliga (som det gröna floristskummet som används för blomsterarrangemang), är Acell-skum en kombination av patentskyddade ingredienser för att skapa ett starkare strukturskum. m3 (5 till 50 lb/ft3). Skummet har värmeisolerande egenskaper, brand-, rök- och toxicitetsbeständighet (FST) och ljudabsorberande egenskaper. Det finns också i en mängd olika cellstorlekar, sa Free. Den glasfyllda SMC som används i dörrpanelerna är tillverkad av Acell, sa han. Eftersom SMC är benäget att avgasa under formning, säger Ortmeier, fungerar skummet som ett material som andas, vilket gör att gas kan fly från formen genom hålen.
Nyckelfrågan är dock tillgängligheten. Ortmeier sa att partnerna hoppas kunna tillhandahålla kostnadseffektiva verktyg till småskaliga producenter eller de som producerar flera produkter med kort varsel. I typisk SMC-formpressning är verktygen skrymmande och dyra, säger han, inte bara för att delarna är skrymmande, utan också för att de måste motstå slitaget som orsakas av rörelsen och flödet av de många SMC-"laddningarna" som står i rad. i formen. . under nödvändigt högt applicerat tryck.
Eftersom det mer strukturella Acell-skummet förblir "sprött" (deformerbart) under tryck, kommer normalt presstryck att krossa det fullständigt, så formtrycket måste vara relativt lågt. Därför använder Acell-processen bara ett tunt lager av SMC på huden. Den rör sig eller flyter inte i sidled, så det finns ingen risk för slitage på verktygsytan. Faktum är att SMC-hartset bara flyter i z-riktningen - processen är utformad för att ge tillräckligt med värme i formen för att göra SMC-matrisen flytande, vilket gör att en del av hartset sipprar in i intilliggande skumceller när det smulas sönder något under tryck.
"Under formningscykeln fixeras SMC-skalet i huvudsak mekaniskt och kemiskt i skummet," förklarar Frey och hävdar att "skaldelaminering är omöjligt." annat För starkt verktyg. Kostnaden för två tunna gjutna skär (topp och botten) med önskad ytdetalj är bara en bråkdel av kostnaden som krävs för att tillverka ett SMC-verktyg i stål eller bearbetat aluminium. Resultatet, säger partners, är en prisvärd process som erbjuder ett brett utbud av transaktioner till en nominell kapitalkostnad.
Men överkomliga priser och överkomliga priser utesluter inte anpassningsförmåga. Ett antal tester genomfördes där vävda material ingick i laminatet. De är helt enkelt inbyggda i mellanskiktet, vilket ökar böjhållfastheten hos panelerna. Enligt Free kan vävda aramidtyger, metallbikakor och till och med pultruderade insatser integreras i sandwichpaneler och pressas under bearbetning för ökat sprängskydd, stöldskydd och mer. "Vi vill att tillverkarna ska förstå att den här processen är mycket flexibel och anpassningsbar," förklarade han. "Den kan producera skräddarsydda tjocka eller tunna paneler till en låg kostnad utan ytterligare bearbetning som limning eller fästning."
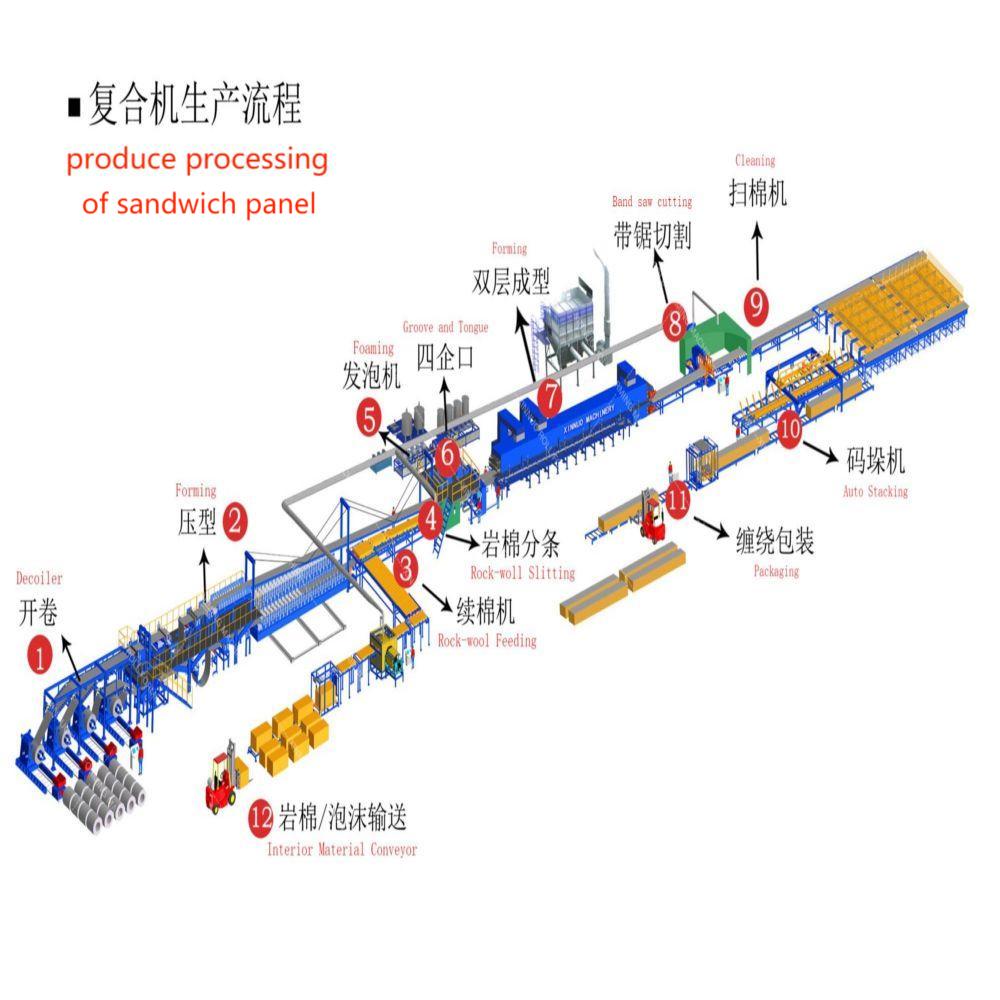
Processanläggningen, designad av Italpresse specifikt för Acell, består av en 120 tons nedåtgående press med uppvärmda plattor för att placera formarna för panelerna. Bottenplattan är utformad för att flytta in och ut ur pressen automatiskt, och Ortmeier säger att det är möjligt att lägga till en andra uppvärmd bottenplatta på motsatt sida av maskinen för att lägga på en form medan en annan är i pressen med hjälp av Layup. station. Plattor är 2,6 m/8,5 fot x 1,3 m/4,2 fot för "standard" applikationer som dekorativa dörrar, men plattor kan skräddarsys för att passa specifika projekt. Det är värt att notera att det också är möjligt att modifiera befintliga pressinställningar för att matcha Acell-processen, förutsatt att trycket kan kontrolleras (via stansstopp) för att undvika överkomprimering.
Formar tillverkas individuellt för varje panelprojekt och kan tillverkas med traditionella gjutningsmetoder. För att få en högupplöst formyta som efterliknar naturliga material som trä eller sten, läggs glasfiber/polyesterpaneler direkt på det valda materialet för att skapa mastermönster för de övre och nedre verktygen. De två mastermodellerna skickas till gjuteriet, där verktygen gjuts i aluminium-nickellegering. Det relativt tunna verktyget värms upp snabbt och kan lyftas och flyttas av två operatörer när det är inaktivt. Andra verktygsalternativ är tillgängliga, men gjuttekniker producerar verktyg till en rimlig kostnad och vanligtvis 0,75" till 1" (20 till 25 mm) tjocka.
Under tillverkningen förbereds formen enligt önskad ytfinish på panelen. En mängd olika gjutbeläggningar och ytbehandlingar finns tillgängliga, förklaras gratis, inklusive gjutpulverbeläggning (PiMC), ett brett använt sprutbart pigmentpulver som smälter och reagerar med SMC för att bilda en UV- och reptålig beläggning. Panelens ytfärg. Andra alternativ inkluderar att hälla färgad eller naturlig sand över formen för att simulera sten, eller applicera en tryckt slöja som kan lägga till textur och mönster. Därefter läggs ytfilamentet på formen, sedan skärs lagret av glasfylld SMC till en nätform och läggs platt på den förberedda formen.
En bit av 1 tum/26 mm tjockt Acell-skum (också skuret till nätform) placerades sedan ovanpå SMC. Det andra lagret av SMC appliceras på skummet tillsammans med den andra filmen för att underlätta frigörandet av delar och tillhandahålla en ledning för de flyktiga ämnen som emitteras av SMC. Bottenformen, som placeras ovanpå den uppvärmda formen, matas sedan mekaniskt eller manuellt in i pressen där en processtemperatur på 130°C till 150°C (266°F till 302°F) uppnås. Sänk den övre formen på stapeln, lämna ett litet luftgap mellan formarna och tryck på mellanskiktet med en kraft på 5 kg/cm2 (71 psi) i cirka fem minuter för att bilda en solid panel som i steg 6. stämplingscykeln glider pärlorna ut och delen tas bort.
För att skapa en typisk dörrpanel modifierades processen genom att lägga till en sandwich-träram runt kanten på stycket (steg 3) och installera skum inuti ramen. Kantat trä gör att dörrar kan kapas till exakta mått och monteringsgångjärn och beslag kan enkelt installeras, förklarar Fritsch.
Medan de flesta traditionella kompositdörrar nu tillverkas i Asien, säger Ortmayer att Acell-processen "tillåter "lokal" produktion på land på grund av dess lägre kostnad. Det är ett sätt att skapa tillverkningsjobb till en rimlig kapitalkostnad. Det finns för närvarande sju licenstagare i Europa som använder Acell-processen för att tillverka dörrar och andra panelprodukter, och intresset i USA har vuxit snabbt sedan det fick ACMA-priset 2011, säger Free, som hoppas få se mer inom utomhusbyggnadskomponenter. Används ofta som till exempel beklädnadspaneler (se bild), denna process är utmärkt när det gäller värmeisolering, UV-beständighet och slagtålighet.
En annan fördel är att Acell-paneler är 100 % återvinningsbara: upp till 20 % av det återvunna materialet återanvänds i skumproduktion. "Vi har skapat en ekonomisk och grön SMC-formningsprocess," sa Free. Mike Wallenhorst sa att den strategiska alliansen med Ashland förväntas göra tekniken mer allmänt känd. Director of Product Management på Ashland. "Det är ett imponerande stycke teknik som förtjänar en bredare publik."
USA verkar redo att investera tungt i infrastruktur. Kan kompositindustrin hantera detta?
Brandskyddande kompositpaneler ger struktur, lufttäthet och ikoniska fasader till banbrytande byggnader i Dubai.
Det modulära byggkonceptet har tagit kompositbyggandet ett steg längre och erbjuder ett brett utbud av prisvärda bostadslösningar för alla typer av byggare.
Posttid: 2023-01-01