





Anish Kapoors vision av Cloud Gate-skulpturen i Chicagos Millennium Park påminner om flytande kvicksilver och reflekterar organiskt den omgivande staden. Att uppnå denna helhet är ett kärleksarbete.
"Vad jag ville göra med Millennium Park var att göra något som efterliknar Chicagos skyline... så att folk kan se molnen driva och dessa mycket höga byggnader reflekteras i arbetet. Och sedan, för att det är vid porten. Formen, deltagaren, åskådaren kommer att kunna gå in i detta mycket djupa rum, vilket på något sätt gör med reflektionen av en person vad verkets utseende gör med reflektionen av den omgivande staden. Anish Kapoor, Cloud Gate-skulptör
Bara från den fridfulla ytan på den gigantiska skulpturen i rostfritt stål skulle det vara svårt att gissa hur mycket metall och inälvor som lurar under ytan. Cloud Gate innehåller berättelser om över 100 metalltillverkare, skärare, svetsare, efterbehandlare, ingenjörer, tekniker, montörer, installatörer och chefer – under fem år på väg.
Många arbetade långa timmar, arbetade i verkstäder mitt i natten, slog läger på byggarbetsplatser och arbetade i 110 graders värme iförda hel Tyvek® hazmat-dräkter och halvmaskiga andningsskydd. Vissa arbetar i antigravitationspositioner, med verktyg upphängda i selar, och arbetar på hala backar. Allt går lite (och långt bortom) för att göra det omöjliga möjligt.
Med en vikt på 110 ton, 66 fot lång och 33 fot hög, är skulpturen i rostfritt stål, som förkroppsligar skulptören Anish Kapoors eteriska koncept med skyhöga moln, ett verk av Performance Structures Inc., ett tillverkningsföretag. (PSI), Oakland, Kalifornien och MTH. Mission, Villa Park, Illinois. Vid sitt 120-årsjubileum är MTH en av de äldsta konstruktionsstål- och glasentreprenörerna i Chicago-området.
För att förverkliga projektets krav kommer det att krävas båda företagens konstnärliga prestation, uppfinningsrikedom, mekaniska kunskap och tillverkningskunnande. De gjorde på beställning och skapade till och med utrustning för projektet.
En del av projektets problem var relaterade till dess konstigt böjda form – en navelsträng eller en inverterad navel – och några till dess enorma storlek. Skulpturen, byggd av två olika företag på olika platser tusentals mil från varandra, skapade trafik- och stilproblem. Många processer som behöver göras på fältet är svåra att göra på verkstadsgolvet, än mindre på fältet. Många svårigheter uppstår helt enkelt för att sådana strukturer aldrig har skapats tidigare, så det finns inga referenser, inga ritningar, inga färdplaner.
Ethan Silva från PSI har lång erfarenhet av inramning, först för fartyg och senare för andra konstprojekt, och är unikt kvalificerad för uppgiften att rama in. Anish Kapoor bad en doktorand i fysik och konst att tillhandahålla en liten modell.
"Så jag gjorde en bit på 2m gånger 3m, en riktigt slät krökt, polerad bit, och han sa, 'Åh, du gjorde det, du är den enda som gjorde det', eftersom han letade efter två år. Kom och be någon att göra det”, sa Silva.
Den ursprungliga planen var att PSI skulle tillverka och bygga skulpturen i sin helhet och sedan skicka den i sin helhet till södra Stilla havet, genom Panamakanalen, norrut in i Atlanten och via St. Lawrence Seaway till en hamn vid sjön Michigan, enligt verkställande direktören. Edward's Millennium Park Corporation, ett specialdesignat transportörsystem kommer att ta honom till Millennium Park, sa Ulliel. Tidsbegränsningar och praktiska egenskaper tvingade fram förändringar av dessa planer. Så de böjda panelerna fick förberedas för transport och sedan åka lastbil till Chicago där MTH monterade underbyggnad och överbyggnad och kopplade ihop panelerna med överbyggnaden.
Att slutföra och polera Cloud Gate-svetsarna för att ge dem ett sömlöst utseende var en av de svåraste aspekterna av installation och montering på plats. 12-stegsprocessen avslutas med applicering av en ljusare rouge, liknande smyckeslack.
"I grund och botten arbetade vi med det här projektet och tillverkade dessa delar i ungefär tre år," sa Silva. "Detta är ett seriöst åtagande. Det tar mycket tid att ta reda på hur man gör och räkna ut detaljerna; du vet, bara perfekt. Vårt tillvägagångssätt, som använder datorteknik och gamla goda metallbearbetning, är en kombination av smide och flygteknik.”
Enligt honom är det svårt att tillverka något så stort och tungt med hög precision. De största plattorna var i genomsnitt 7 fot breda och 11 fot långa och vägde 1 500 pund.
"Att göra allt CAD-arbete och skapa själva butiksritningarna för den här produkten var ett stort projekt i sig", säger Silva. ”Vi använder datorteknik för att mäta plattorna och noggrant utvärdera deras form och krökning så att de passar ihop korrekt.
"Vi gjorde en datorsimulering och tog sedan isär den," sa Silva. "Jag använde min erfarenhet av skalbyggnad och kom på hur man delar formen så att sömlinjerna fungerar så att vi kan få bästa kvalitet."
Vissa tallrikar är fyrkantiga och vissa är pajformade. Ju närmare de är en skarp övergång, desto mer är de pajformade och desto större radie har den radiella övergången. Upptill är de plattare och större.
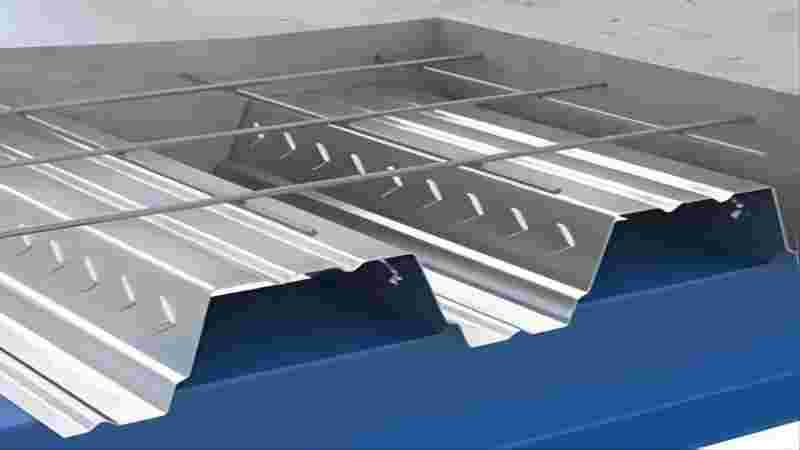
Plasmaskärning 1/4 till 3/8 tum tjockt 316L rostfritt stål är tillräckligt tufft på egen hand, säger Silva. ”Den verkliga utmaningen var att ge de enorma plattorna en ganska exakt krökning. Detta gjordes genom mycket exakt formning och tillverkning av ribbsystemet på varje platta. Detta gjorde det möjligt för oss att exakt bestämma formen på varje tallrik."
Plåtarna rullas på 3D-rullar designade och tillverkade av PSI speciellt för rullning av dessa plåtar (se fig. 1). "Det är en slags kusin till den engelska ishallen. Vi rullar dem med en teknik som liknar att göra vingar, säger Silva. Böj varje ark genom att flytta det fram och tillbaka på rullarna, justera trycket på rullarna tills arket är inom 0,01 tum av önskad storlek. Den höga precisionen som krävs gör det enligt honom svårt att forma plåtarna smidigt.
Svetsarna svetsar sedan den böjda plattan till det räfflade systemets inre struktur med hjälp av flusskärnor. "Fluxabsorption är enligt min mening ett riktigt bra sätt att skapa struktursvetsar i rostfritt stål", förklarar Silva. "Den levererar svetsar av hög kvalitet, är mycket produktionsorienterad och ser bra ut."
Hela ytan på brädorna slipas för hand och bearbetas för att skära dem till erforderlig tusendels tums precision så att de passar ihop perfekt (se figur 2). Verifiera dimensioner med noggrann mät- och laserskanningsutrustning. Slutligen poleras skivan till en spegelfinish och täcks med en skyddsfilm.
Cirka en tredjedel av panelerna, tillsammans med basen och den inre strukturen, installerades i en provmontering innan panelerna skickades från Auckland (se figurerna 3 och 4). Ett upphängningsförfarande för plattorna planerades och svetsningar gjordes på några av de mindre plattorna för att hålla ihop dem. "Så när vi satte ihop det i Chicago visste vi att det skulle passa", sa Silva.
Temperatur, tid och vibrationer i vagnen kan göra att den rullade produkten lossnar. Det räfflade nätet är utformat inte bara för att öka brädans styvhet, utan också för att hålla brädans form under transport.
Därför utsätts plattorna för värmebehandling och kylning för att lindra materialpåkänningar genom att förstärka nätet från insidan. För att ytterligare förhindra skador under frakten gjordes fästen för varje bräda och lastades i containrar cirka fyra åt gången.
Behållarna lastades sedan på semitrailers, cirka fyra åt gången, och fraktades till Chicago med PSI-besättningar för installation med MTH-besättningar. Den ene är en logistiker som koordinerar transporter och den andra är teknisk chef för platsen. Han arbetar dagligen med MTHs personal och hjälper till att utveckla nya teknologier efter behov. "Naturligtvis var han en mycket viktig del av processen," sa Silva.
MTH:s ordförande Lyle Hill säger att MTH Industries ursprungligen hade till uppgift att förankra den eteriska skulpturen i marken och installera överbyggnaden, sedan svetsa plåtar till den och göra den sista slipningen och poleringen, med PSI som tillhandahåller teknisk vägledning. Att färdigställa skulpturen innebar konst. Balans med praktik, teori med praktik, krävd tid och planerad tid.
Lou Czerny, vice vd för teknik och projektledare på MTH, sa att han var fascinerad av projektets unika karaktär. "Såvitt vi vet har flera saker hänt på detta specifika projekt som inte har gjorts eller övervägts tidigare," sa Czerny.
Men att utveckla den första i sitt slag kräver skicklig uppfinningsrikedom på plats för att svara på oförutsedda problem och svara på frågor som dyker upp på vägen:
Hur monterar man 128 bilstora rostfria paneler på en permanent överbyggnad med omsorg? Hur löder man gigantiska flexbönor utan att lita på det? Hur kommer man in i en svets utan att kunna svetsa inifrån? Hur uppnår man den perfekta spegelfinishen av rostfria svetsar i fält? Vad händer om blixten slår ner i honom?
Czerny sa att den första indikationen på att detta skulle vara ett exceptionellt utmanande projekt var när konstruktionen och installationen av plattformen på 30 000 pund började. Stålstruktur som stödjer skulpturen.
Även om tillverkningen av konstruktionsstålet med hög zinkhalt som levereras av PSI för att montera basen av underkonstruktionen är relativt enkel, ligger underkonstruktionen halvvägs mellan restaurangen och halvvägs genom parkeringen, var och en på olika höjd.
"Så basen är typ av fribärande, vinglig vid ett tillfälle," sa Czerny. "Där vi installerade mycket av detta stål, inklusive början av själva plattarbetet, var vi faktiskt tvungna att köra in kranen i ett 5 fot djupt hål."
Czerny sa att de använde ett mycket sofistikerat förankringssystem, inklusive ett mekaniskt förspänningssystem som liknar det som används vid kolbrytning och vissa kemiska ankare. När stålunderkonstruktionen är förankrad i betong måste överbyggnaden installeras som skalet ska fästas på.
"Vi började med att installera ett fackverkssystem med två stora 304 rostfria O-ringar - en i norra änden av strukturen och en i södra änden", säger Czerny (se figur 3). Ringarna är fästa med korsande rörformade takstolar. Ringkärnan är sektionerad och bultad på plats med GMAW och elektrodsvetsförstärkningar.
”Så det finns den här massiva överbyggnaden som ingen någonsin har sett; allt handlar om det strukturella ramverket”, sa Czerny.
Trots de bästa ansträngningarna med att designa, konstruera, tillverka och installera alla komponenter som behövs för Oakland-projektet, var skulpturen oöverträffad, och nya vägar åtföljs alltid av grader och repor. På samma sätt är det inte lika lätt att para ihop ett företags tillverkningskoncept med ett annat som att passera stafettpinnen. Dessutom resulterar det fysiska avståndet mellan platser i leveransförseningar, vilket gör viss produktion på plats logisk.
"Även om monterings- och svetsprocedurerna var fördesignade i Auckland, krävde de faktiska förhållandena på plats att alla var kreativa", sa Silva. "Och den fackliga personalen är riktigt bra."
Under de första månaderna var MTH:s huvudsakliga uppgift att fastställa vad som krävdes för en dags arbete, och hur man bäst tillverkade några av de komponenter som krävdes för att bygga underramen, samt några av stöttorna, "stötarna", armarna, stiften , och, som Hill sa, pogo sticks. behövdes för att skapa ett tillfälligt sidosystem.
"Det är en kontinuerlig process, design och tillverkning i farten för att hålla allt i rörelse och snabbt komma till fältet. Vi lägger mycket tid på att sortera det vi har, i vissa fall att designa om och designa om, och sedan tillverkar vi nödvändiga delar.
"Bara tisdag kommer vi att ha 10 saker vi behöver ha på planen på onsdag," sa Hill. "Vi har mycket övertid och det mesta av arbetet på verkstadsgolvet görs mitt i natten."
"Ungefär 75 procent av sidospåren tillverkas eller modifieras på plats," säger Czerny. "Det var ett par gånger vi gjorde det 24 timmar om dygnet. Jag var i affären till 2 eller 3 på morgonen och kom hem 5:30 på morgonen, tog en dusch, tog materialet, fortfarande våt. ”
MTN:s temporära upphängningssystem som används för att montera skrovet består av fjädrar, stag och kablar. Alla skarvar mellan plattorna är tillfälligt fastsatta med bultar. "Så hela strukturen är mekaniskt sammankopplad, upphängd från insidan av 304 takstolar," sa Czerny.
Vi började med kupolen vid basen av navelskulpturen – "naveln inuti naveln." Kupolen är upphängd i takstolarna med hjälp av ett temporärt fyrapunkts fjäderstödsystem bestående av hängare, kablar och fjädrar. När fler brädor läggs till blir fjädrarna en "gåva", sa Czerny. Fjädrarna justeras sedan baserat på den extra vikten på varje platta för att balansera hela skulpturen.
Var och en av de 168 skivorna har sitt eget fyrpunktsupphängning och fjädersystem, så de stöds individuellt på plats. "Tanken är att inte överbelasta någon av lederna eftersom de är förbundna med ett 0/0 gap", säger Czerny. "Om brädan träffar brädan under kan det leda till skevhet och andra problem."
Ett bevis på precisionen hos PSI är dess utmärkta passform med praktiskt taget inget bakslag. "PSI gjorde ett fantastiskt jobb med att göra dessa surfplattor", sa Czerny. "Jag ger dem kredit för att han till slut passade verkligen. Passformen var riktigt bra vilket är fantastiskt för mig. Vi pratar bokstavligen om tusendelar av en tum. .”
"När de var klara med monteringen trodde många att det var klart", säger Silva, inte bara på grund av de täta sömmarna, utan också för att den färdigmonterade delen och dess noggrant polerade paneler gjorde susen. dess omgivning. Men rumpsömmen är synlig, flytande kvicksilver har inga sömmar. Dessutom behövde skulpturen fortfarande vara helsvetsad för att behålla sin strukturella integritet för framtida generationer, sa Silva.
Slutförandet av Cloud Gate var tvungen att försenas under parkens stora invigning hösten 2004, så omphalus var en GTAW-fläck, varför den satt fast i månader.
"Du kunde se små bruna prickar runt strukturen som var TIG-svetsar," sa Czerny. "Vi började slå upp tält igen i januari."
"Nästa stora produktionsutmaning för detta projekt var att svetsa sömmar utan förlust av formnoggrannhet på grund av svetskrympning", sa Silva.
Enligt Czerny gav plasmasvetsning den nödvändiga styrkan och styvheten med minimal risk för plåten. En blandning av 98 % argon och 2 % helium är bäst på att minska nedsmutsning och förbättra smältningen.
Svetsarna använde en plasmasvetsmetod med nyckelhål med hjälp av en Thermal Arc®-strömkälla och en speciell traktor- och brännare designad och använd av PSI.
Posttid: 2023-04-04